โครงสร้าง Incremental Encoder
Incremental Encoder เอ็นโค้ดเดอร์ คืออุปกรณ์ที่ใช้สำหรับวัดระยะทางการเคลื่อนที่ของระบบที่ต้องการความแม่นยำในการบอกค่าระยะทางที่ต้องการความแม่นยำสูง
เช่นระยะการเคลื่อนที่ของ Servo motor ระยะการเคลื่อนที่ของ Ball screw หรือระยะการเคลื่อนที่ของสายพานลำเลียงต่างๆ
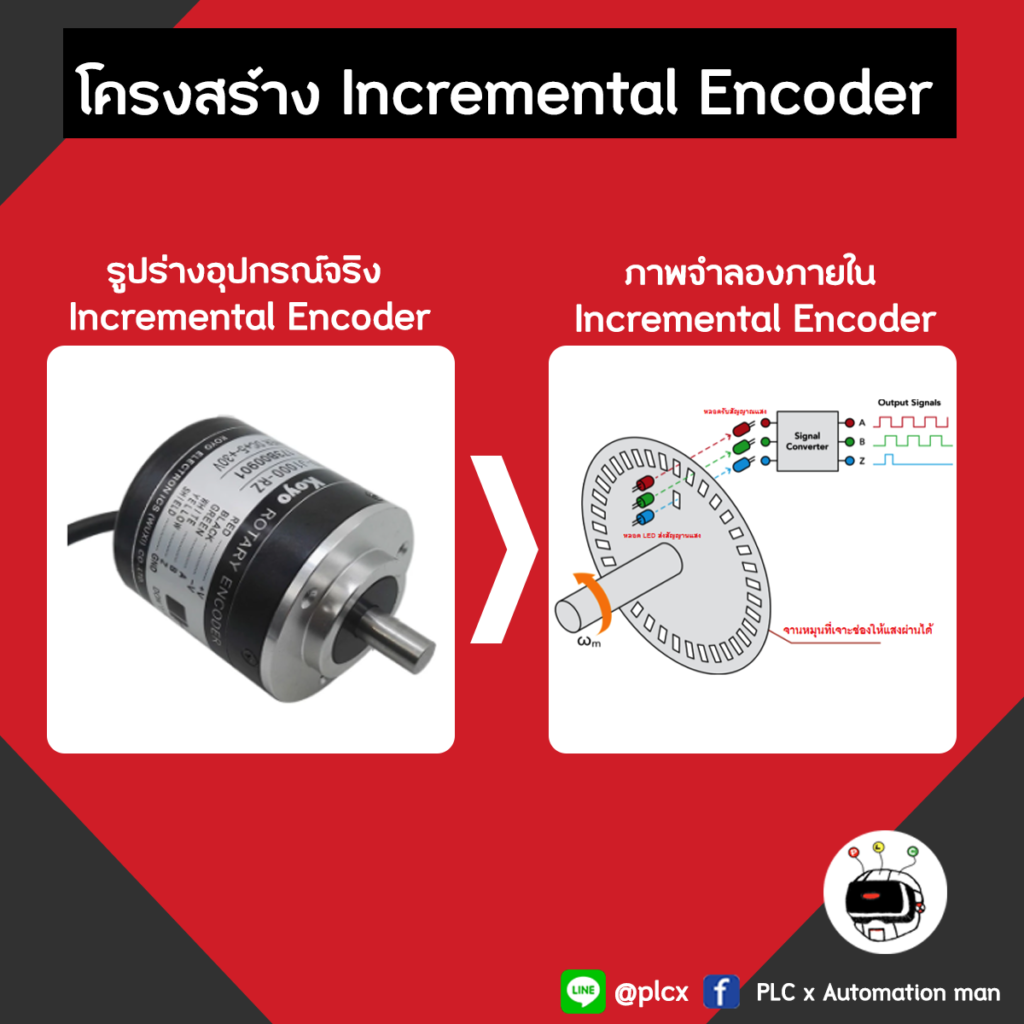
โดยหลักการทำงานของ เอ็นโค้ดเดอร์นั้นภายในจะมีแผ่นจานหมุนที่เจาะรูเอาไว้ให้เซ็นเซอร์ตัวส่งและตัวรับสามารถส่งสัญญาณหากันได้
หากรูของจานหมุนมาตรงตำแหน่งที่เซ็นเซอร์แสงสามารถส่องถึงกันได้ก็จะเกิดเป็นสัญญาณ Logic 1
หากรูของจานหมุนมาตรงตำแหน่งที่เซ็นเซอร์แสงที่ไม่สามารถส่องถึงกันได้ก็จะเกิดเป็นสัญญาณ Logic 0
ซึ่งความละเอียดจะขึ้นอยู่กับรุ่นของ เอ็นโค้ดเดอร์ที่เราเลือกใช้ ซึ่งมี่ตั้งแต่ 10 พัลซ์ 30 พัลซ์ 100 พัลซ์ 300 พัลซ์ 600 พัลซ์ 1000 พัลซ์ หรืออาจจะมากกว่าที่ได้
ยกตัวอย่าง พัลซ์ที่พูดถึงนี้คือสัญญาณที่จ่ายออกมาจาก เอ็นโค้ดเดอร์ต่อการหมุน 1 รอบ เช่นเอ็นโค้ดเดอร์ 100 พัลซ์ ก็หมายถึงการหมุน 1 รอบของเอ็นโค้ดเดอร์จะได้สัญญาณออกมา 100 พัลซ์ นั่นเอง
การต่อใช้งาน Encoder กับ PLC Mitsubishi
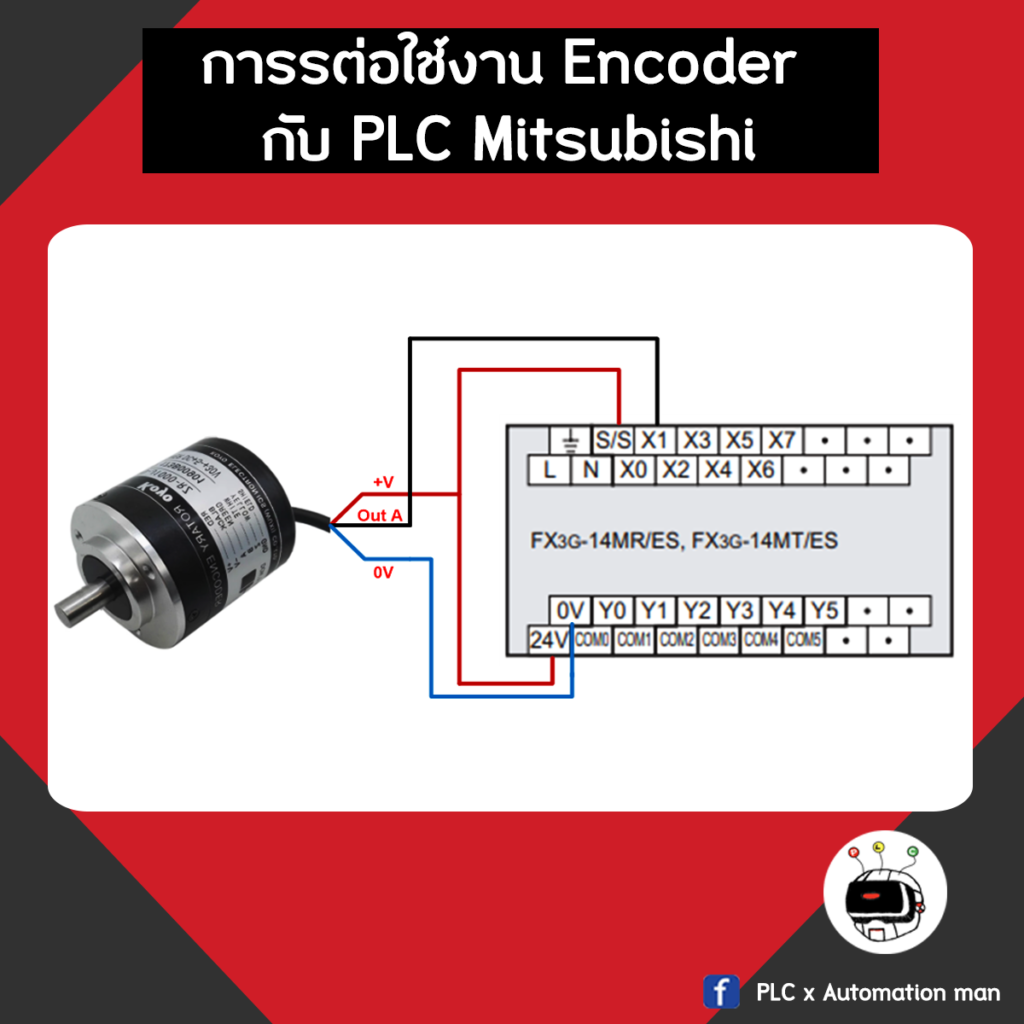
การต่อใช้งาน Encoder ที่ใช้ร่วมกับ PLC เราจำเป็นที่จะต้องรู้ว่า PLC ที่เรานำมาใช้สามารถที่จะใช้งาน High speed counter และถ้าใช้ได้การใช้งานจะมีกี่ Chanel ที่ใช้งานได้ (ซึ่งจะกล่าวในสไลด์ถัดไป) ซึ่งการเชื่อมต่อวงจรของ Encoder นั้นทำได้ไม่ยากเพียงแค่จ่ายไฟเลี้ยง Encoder และนำขาเอาต์พุตของ Encoder มาเข้าที่อินพุตของ PLC เพียงเท่านี้ก็เสร็จ ขั้นตอนต่อไปจะเป็นการเขียนโปรแกรมเพื่อประยุกต์ใช้งาน PLC
การต่อใช้งาน Encoder กับ PLC Mitsubishi
High speed counter นั้นการใช้งานจะไม่เหมือน Counter ทั่วไปที่ต้องมีการจ่ายอินพุตให้กับ Counter เพื่อให้นับ การทำงานของ High speed counter
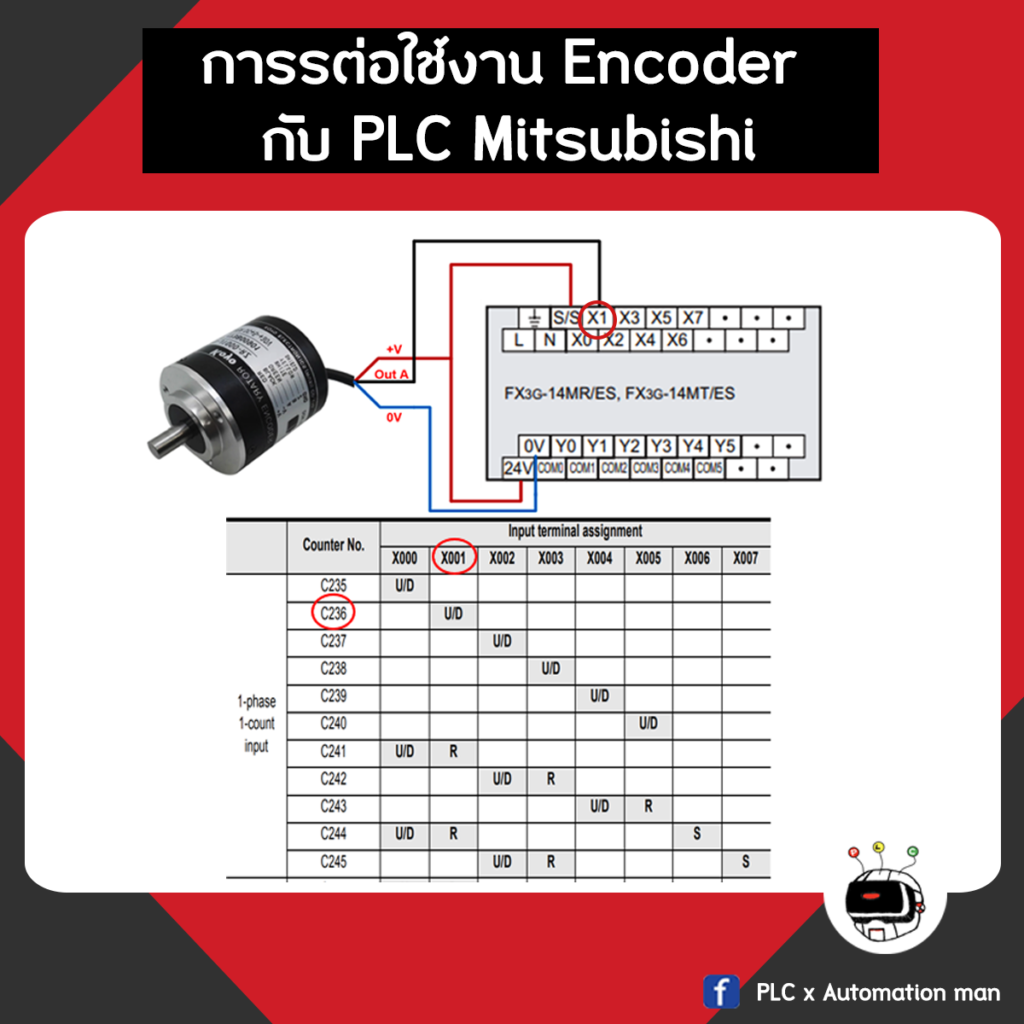
จึงเป็นการเลือกช่องอินพุตสำหรับที่จะนับค่าสัญญาณที่เข้ามาโดยตำแหน่งของ High speed counter จะสัมพันธ์กันกับตำแหน่งของอินพุต
เช่น C235 จะต้องเอาสัญญาณเข้าที่ X0 C236 จะต้องเอาสัญญาณเข้าที่ X1 เป็นต้นโดยเราสามารถอ้างอิงกับตารางในคู่มือได้เลย
โดยประโยชน์ของ High speed counter นั้นก็คือการที่เราจะนับสัญญาณที่มีความเร็วสูง Counter ทั่วไปจะไม่สามารถรองรับความเร็วในระดับที่มีเกิดความเปลี่ยนแปลงเป็นหลักกิโลเฮิร์ตได้
เช่นสัญญาณที่มีความถี่ 1kHz หรือ 1000 ลูกคลื่นใน 1 วินาทีด้วยความถี่ที่สูงแบบนี้จึงจำเป็นที่จะต้องใช้ High speed counter
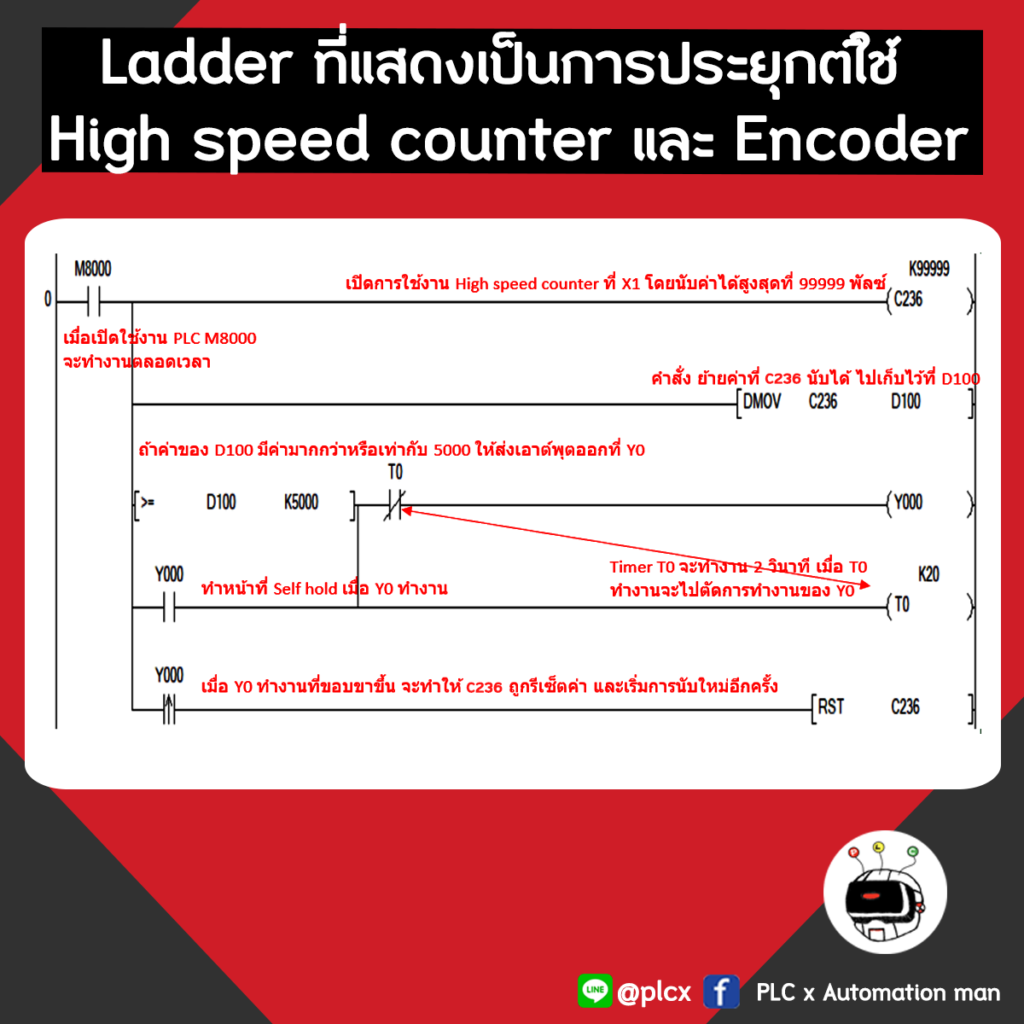
Ladder ที่แสดงเป็นการประยุกต์ใช้ High speed counter และ Encoder สำหรับเครื่องตัดชิ้นงาน
ซึ่งการทำงานก็คือเมื่อ C236 ทำการนับจำนวนพัลซ์ของ Encoderจนครบ 5000 พัลซ์ก็จะทำให้ Y0 ทำงาน 2 วินาที
ซึ่งเราสามารถเอา Y0 ไปสั่งงานใบมีดสำหรับตัดชิ้นงานได้ การใช้งานในลักษณะนี้ก็คือการประยุกต์เอา Encoder มาใช้วัดระยะนั่นเอง
เช่น สมมุติถ้าใช้ Encoder 100 Pulse (หมุนครบ 1 รอบจะได้ค่า 100 Pulse) ที่การหมุน 1 รอบของ Encoder จะได้ระยะทาง 10 เซนติเมตร ที่การหมุน 5000 Pulse ก็จะเท่ากับระยะทาง 50 เซนติเมตร นั่นเอง
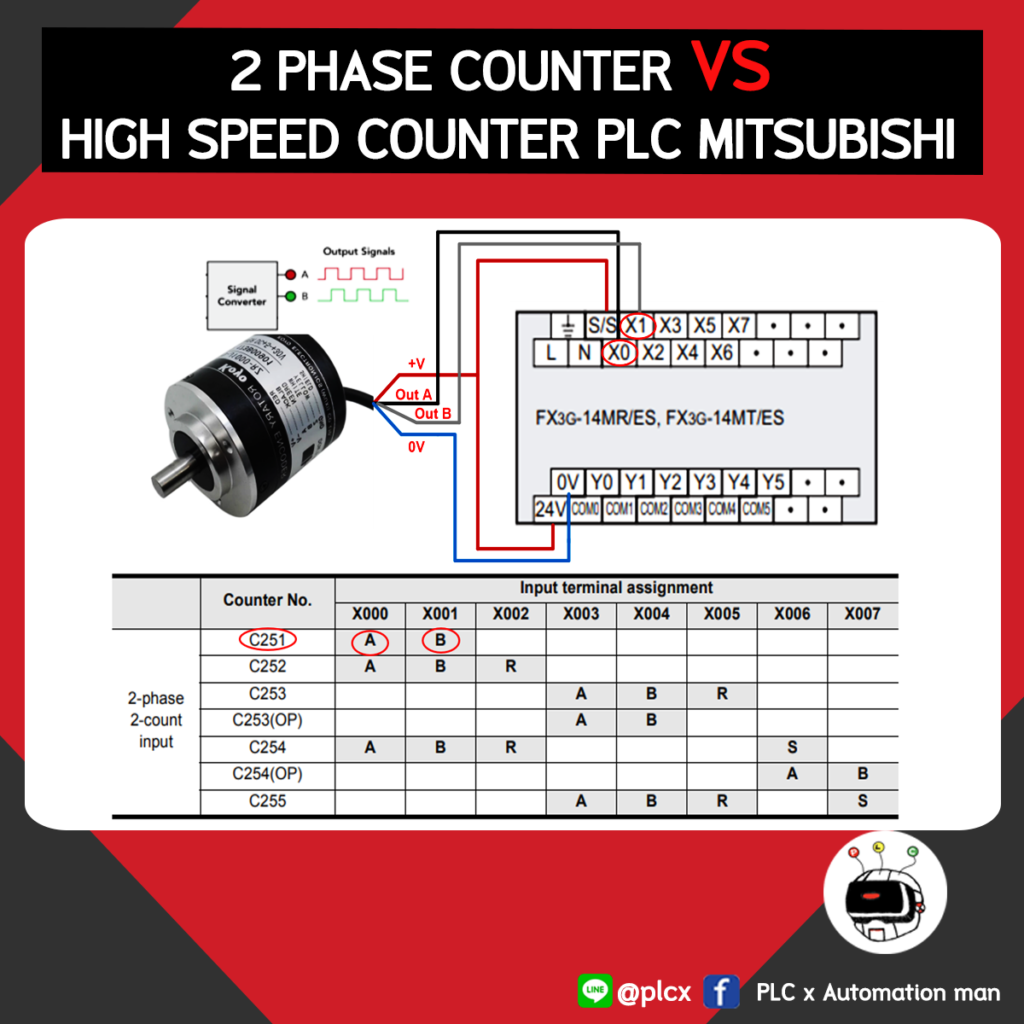
2 PHASE COUNTER VS HIGH SPEED COUNTER PLC MITSUBISHI
2 Phase counter High speed counter ความหมายก็คือเป็น Encoder ความเร็วสูงที่มีการรับเอาสัญญาณทั้งเฟส A และ เฟส B ของ Encoder มาทำการนับ แต่ความแตกต่างของ 1 เฟส และ 2 เฟส ก็คือแบบ 1 เฟสเราจะไม่รู้ทิศทางการนับของ Encoder แต่กับแบบ 2เฟส สัญญาณที่ออกจาก Encoder ที่มีความต่างเฟสกันอยู่ 90 องศา เมื่อมาป้อนให้กับ PLC จะทำให้เมื่อ Encoder หมุนเดินหน้าและสัญญาณเฟส A นำหน้าเฟส B จะทำให้การนับเป็นการนับค่าด้านบวก และเมื่อ Encoder หมุนเดินถอยหลัง สัญญาณเฟส B นำหน้าเฟส A จะทำให้การนับเป็นการนับค่าด้านลบ โดยสัญญาณที่ป้อนให้กับที่ PLC ต้องดูว่าเราจะใช้ High speed counter นัมเบอร์ไหน เช่นถ้าใช้ C251 ก็ต้องเอาสัญญาณเฟส A เข้าที่ X0 และสัญญาณเฟส B เข้าที่ X1 เป็นต้น
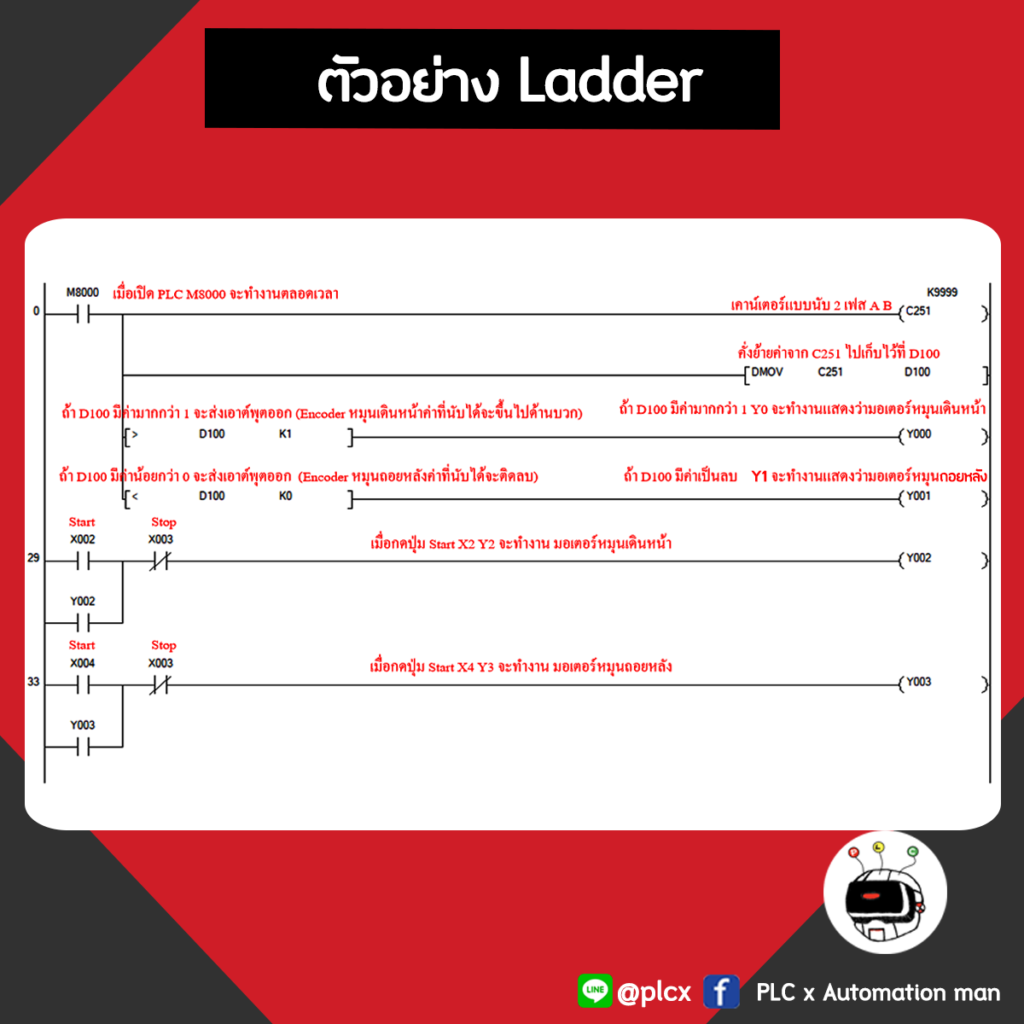
จากแลดเดอร์ที่แสดงในรูป C251 เป็นเคาน์เตอร์ ที่รับเอาสัญญาณจากอินพุตของ Encoder เฟส A, B มาประมวลผลและนับค่า
หากสัญญาณเฟส A นำหน้า เฟส B ค่าที่นับได้จะเป็นบวก แสดงว่ามอเตอร์หมุนเดินหน้า
หากสัญญาณเฟส B นำหน้า เฟส A ค่าที่นับได้จะเป็นลบ แสดงว่ามอเตอร์หมุนถอยหลัง
ซึ่งเราสามารถเอาค่าที่เคาน์เตอร์นับได้นี้ไปสร้างเงื่อนไขเปรียบเทียบ และนำไปแสดงผลที่ หลอดไฟแสดงผล Y0 หมุนเดินหน้า และ Y1 หมุนถอยหลังได้